„Wir denken europäisch – und so kaufen wir auch ein. Und auch wenn unsere Arbeit in Produkten und Anwendungen weltweit zu sehen ist, wollen wir, dass die Wertschöpfung möglichst hier in der Region bleibt. Schließlich kommen auch unsere Kunden meistens von hier“, betont Ralf Beckert, Geschäftsführer von Otto Beckert Feinmechanik in Kirchentellinsfurt. Der mittelständische Lohnfertiger ist ein kreativer Lösungsfinder, dessen Kunden überwiegend im Umkreis von 50km zu finden sind.

Dazu gehören namhafte Dreh- und Fräsmaschinenhersteller genauso wie Zulieferer für die Halbleiterindustrie, Antriebsspezialisten oder weitere Weltmarktführer, von denen es so viele in der Region Stuttgart gibt. Neben der regionalen Verantwortung sind Beckert aber auch eine stabile Lieferkette und schnelle Reaktionen mit persönlichen Gesprächen auf Augenhöhe wichtig. Deshalb ist Arno Werkzeuge mit universellen Zerspanungswerkzeugen seit Jahren ein vertrauensvoller Partner.
„Häufige Werkzeugwechsel sind Gift für die Kalkulation“
40 Mitarbeiter und 19 CNC-Maschinen fertigen in kreativen Zerspanungsprozessen aus allen denkbaren Werkstoffen hochwertige Bauteile ‚bis Schuhkartongröße‘. Meist sind es Losgrößen zwischen eins und 100 oder Kleinserien bis 2.000 Teile. Die finden sich beispielsweise im Motorsport, in der Medizintechnik, auf Bohrinseln oder in der Chipproduktion. „Häufige Werkzeugwechsel sind dabei Gift für die Kalkulation“, weiß Industriemechaniker und CNC-Fräser Kevin Göhner. Auch geht es nicht darum, aus einem Fräs-, Dreh- oder Bohrwerkzeug die letzten Stunden, Minuten oder Meter an Standzeiten herauszuholen. Viel wichtiger sind ihm universelle Werkzeuge für möglichst viele Prozesse und für ein breites Spektrum an Werkstoffen. Da kann Tobias Breitling von Arno Werkzeuge mit passenden Produkten punkten – aber nicht nur.
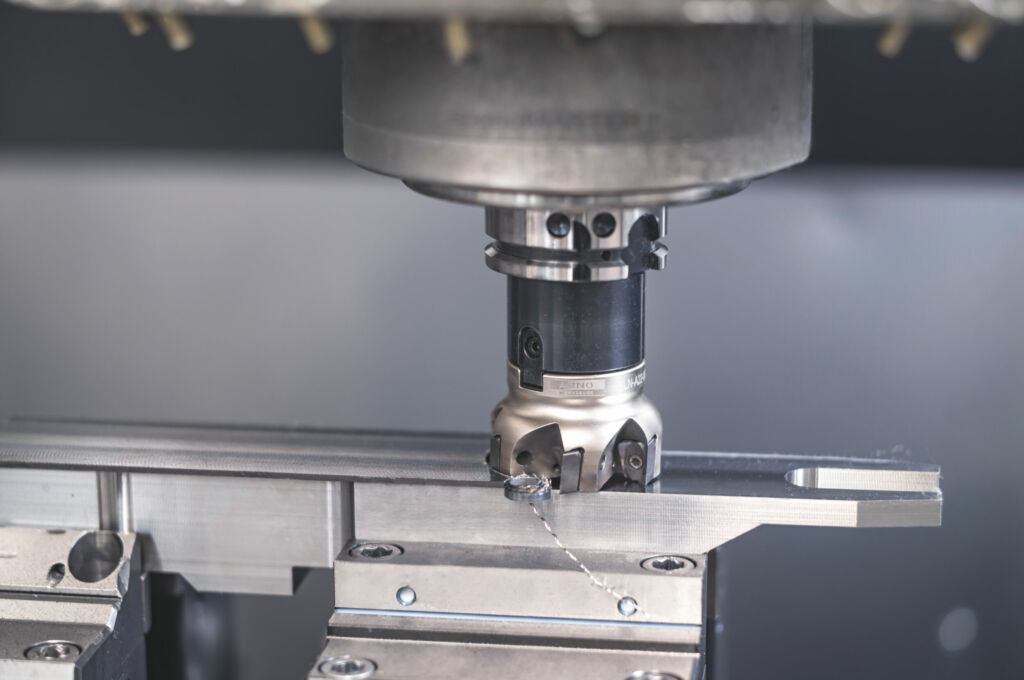
Denn neben Brezeln, die er gerne mal zu Besprechungen mitbringt, hat der Technische Berater viel Anwendungswissen und universelle Produkte für wirtschaftliche Zerspanung im Gepäck. Ein Highlight ist dabei das patentierte FD-Frässystem DuoMill. Mit nur einem Grundkörper lassen sich die Werkzeuge für Eck- und HFC-Fräsen von Stahl, Edelstahl und Aluminium einsetzen. „Und das schon ab 0,2mm Eckenradius, das findet man so quasi nirgends“, versichert Breitling. Dass Eck- und HFC-Platten in einem Plattensitz montiert sind, ist einzigartig und deshalb patentiert. Für die Bearbeitung von NE-Metallen sind die Wendeschneidplatten (WSP) am gesamten Umfang präzisionsgeschliffen und poliert. Zudem erlauben die vernickelten, langlebigen Grundhalter mit vier Schneidkanten pro Platte einen hohen Vorschub.
Wirtschaftlich fräsen mit patenten Werkzeugen
Solche Universalwerkzeuge wirken sich nicht nur auf die Wechselzeiten, sondern auch auf die Kosten der Werkzeugträger positiv aus, denn sie erleichtern Handling, Lagerhaltung und Bevorratung. „Dass sich zwei verschiedene Arten an Wendeschneidplatten auf dem gleichen Trägerwerkzeug montieren lassen, sorgt bei unseren Kunden für große Flexibilität“, erwähnt Breitling. „Und Flexibilität steht bei uns ganz oben“, ergänzt Beckert. Einschraub- und Schaftfräser von 25 bis 42mm sowie Aufsteckfräser zwischen 40 und 160mm Durchmesser umfasst das Sortiment. Die hochpräzise geschliffenen WSP mit speziellen Geometrien sorgen bei Otto Beckert für kostengünstige und prozesssichere Fräsbearbeitungen.

Weil die Trägerwerkzeuge über eine Differenzialteilung verfügen, entstehen beim Fräsen deutlich weniger Vibrationen. Für hohe Effizienz sorgen vier effektive Schneidkanten mit 90° beim Eck- und HFC-Fräsen. „Das ist eine echte Stärke des DuoMill und bringt im Ergebnis sehr glatte Oberflächen hervor“, weiß Göhner zu schätzen. Breitling berichtet, dass da in manchen Fällen sogar nachgelagerte Arbeitsschritte entfallen können. „Wer sowohl schnell als auch fein arbeiten will, entscheidet sich für unser FD-Frässystem“, erwähnt der erfahrene technische Berater.
Mehr Zähne zeigen
Geht’s beim Fräsen, Schruppen und Schlichten bei 90° um viel Materialabtrag, wechseln die Otto Beckert-Fachkräfte das BLN-Eckfrässystem von Arno Werkzeuge als Alleskönner ein. Wenn das mit massivem Werkzeughalter, großen und stabilen Wendeschneidplatten und bis 12mm Zustellung antritt, gibt es kein Halten mehr. „Da geht eher die Maschine in die Knie als das Werkzeug“, mutmaßt Breitling. Mit dem robusten System fertigen sie präzise Ecken, schruppen hochproduktiv und schlichten bei Bedarf zuverlässig. Mindestens ebenso gern setzt Göhner auf die FT-Planfrässysteme 09 und 12. Sie bestehen aus stabilen Trägerwerkzeugen mit mehr Zähnen und dazu passenden kleineren WSP. Auch hier verfügen die Trägerwerkzeuge über eine Differenzialteilung: Das sorgt ebenfalls für einen ruhigen Fräsprozess mit weniger Vibrationen. „Speziell bei kleinen Aufmaßen können wir deutlich höhere Vorschubgeschwindigkeiten fahren und erzielen ein höheres Zeitspanvolumen“, berichtet Göhner. Zeit und Flexibilität sind für Göhner beim Fräsen entscheidend. Da trifft es sich gut, dass zwei Größen an WSP – je nach Anwendung – verfügbar sind.
Regionale Partnerschaft – menschlich gestaltet
„Wir können trotz kleinem Durchmesser im Werkzeug mehr Zähne platzieren“, erklärt Breitling. Wo seither nur sechs WSP möglich waren, lassen sich jetzt bis zu neun montieren. Damit reduzieren sich Durchlaufzeiten und Kosten deutlich. Zudem schneiden die WSP besonders weich, was Spindel und Maschine schont. Derart bestückt mit Schneiden und dazu passenden kleineren Wendeschneidplatten deckt Otto Beckert mit dem FT-Planfrässystem einen Durchmesserbereich von 20 bis 125mm ab.
Ein- und Abstechen mit ‚zweischneidigem Schwert‘
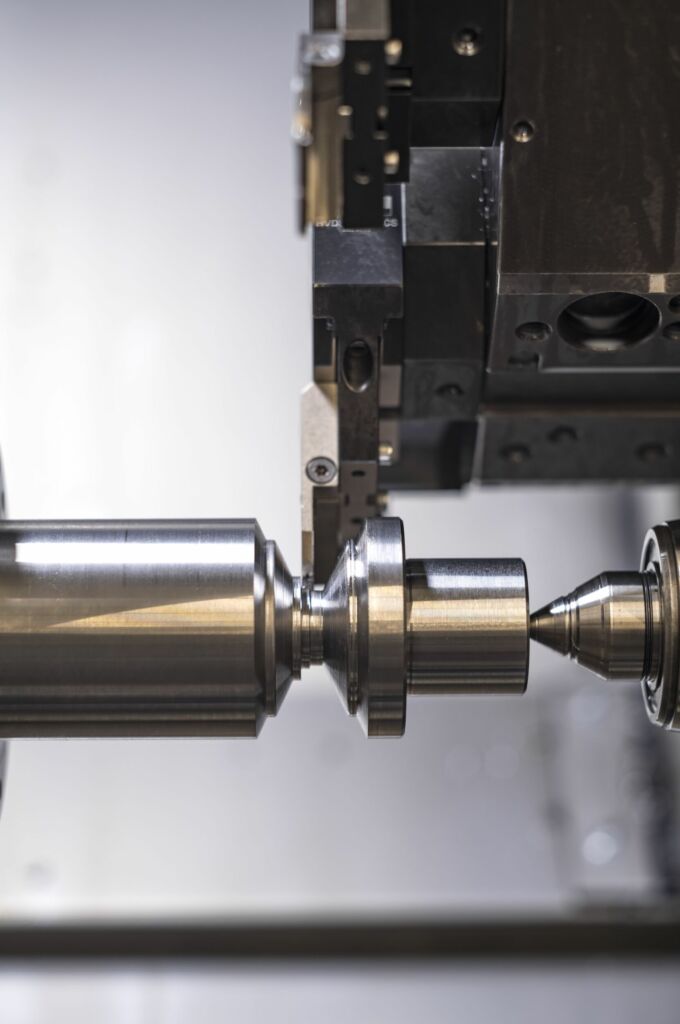
An Drehmaschinen sind für Prozessoptimierer Tobias Nagel die SA-Abstechwerkzeuge mit Direktaufnahme unverzichtbar. So setzt er gerne auf das zweischneidige SA-Stechsystem mit Einstechbreiten von 1,5 bis 10mm fürs Ein- und Abstechen mit großer Stechtiefe bis 140mm Durchmesser. „Das ist für uns wichtig, um nicht so oft wechseln zu müssen“, betont Nagel. Zusammen mit vielen Modulen, Haltern und Klingen passt das Abstechwerkzeug in zahlreichen Situationen bei Otto Beckert.
Familienbetrieb in zweiter Generation
Das 1977 von Otto Beckert gegründete Unternehmen führen Ralf und Peter Beckert heute in zweiter Generation. Als kleiner innovativer Lohnfertiger ist der Betrieb mit rund 40 Mitarbeitern ein kreativer Lösungsfinder. Die mit Freude, Präzision und Zuverlässigkeit gefertigten Teile und Baugruppen finden sich beispielsweise im Motorsport, in der Medizintechnik, auf Bohrinseln oder in der Chipproduktion. Das sorgt sowohl für stetes als auch organisches Wachstum.
Zusätzlich schätzt Nagel die vielen passenden Direktaufnahmen für verschiedene Maschinen.Extrem wichtig ist für den Drehexperten das patentierte ACS (Arno Cooling System), welches der Hersteller speziell für das Abstechen entwickelt hat. Bei der Version ACS2 wird zusätzlich zu einem Kühlmittelkanal am Plattensitz ein zweiter Kühlstrahl von unten an die Freifläche der Stechplatte geführt. Als 3D-gedruckte Variante endet der Kühlmittelkanal strömungsoptimiert in einer dreieckigen Form. So gelangt das Kühlmittel über die volle Breite der Stechplatte bis zum äußersten Rand der Schneide. So freut sich Nagel über die bis zu dreimal längeren Standzeiten des Werkzeugs.
Dem Bohren die Krone aufgesetzt
Über deutliche Einsparungen freuen sich die Zerspanungsfachkräfte in ‚K’furt‘ auch beim Bohren, denn als universellen Problemlöser hat Breitling einst das Schneidplatten Bohrsystem mitgebracht. Diese ‚Kronenbohrer‘ gibt es für stehende oder rotierende Operationen. Auf einem Sortiment von zwölf spiral- oder gerade genuteten Trägerwerkzeugen lassen sich dazu, je nach Anwendung, beschichtete und unbeschichtete Schneideinsätze in vier Geometrien und zehn Sorten anbringen. Den gesamten Durchmesserbereich von 14 bis 32mm brauchen sie dabei kaum.